-
清空播放记录
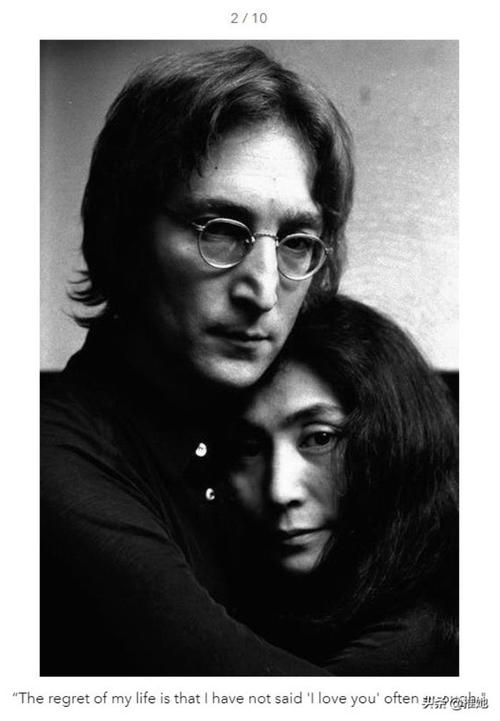
下了梯子后,他和洋子四目对望,没说一句话,但是彼此明白那一刻,找到了理解自己的那个人。
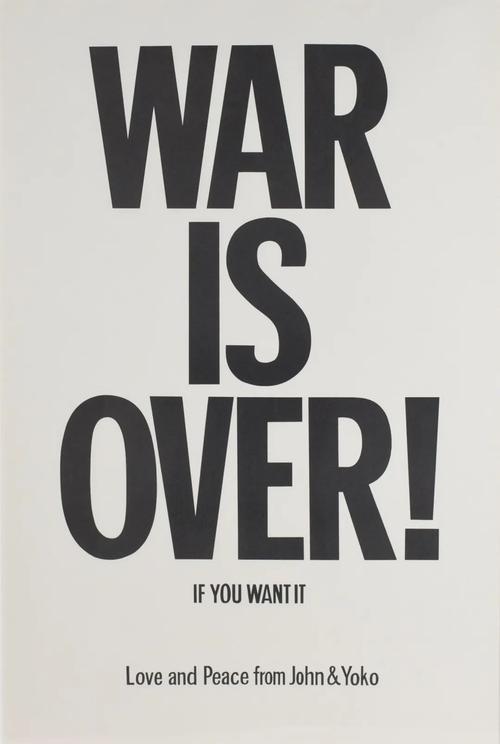
文章摘要:小野洋子近日正在与相关制片方合作,制作约翰列侬的故事电影,电影将探索她和列侬的复杂关系,并记录这对夫妇的爱情故事和反战原因。
小野洋子是日裔美籍音乐家、先锋艺术家。约翰 · 列侬和小野洋子的一生都充满着传奇的色彩,他们两人的爱情故事也一直是摇滚历史上为人津津乐道的话题。
新京报快讯(记者滕朝)美国时间20月23日,据报道,环球影业计划将约翰·列侬和小野洋子的爱情故事拍成新电影。
1905电影网讯曾经成功执导了《涉足荒野》、《达拉斯买家俱乐部》、《花神咖啡馆》等影片的加拿大导演让-马克·瓦雷又有新的电影项目筹拍了。

列侬和小野洋子这两位 icon 的爱情故事将以传记片的形式被搬上银幕。 小野洋子本人会亲自参与电影的制作。
大多数人只知道约翰列侬的第二任妻子小野洋子,却很少听说过他的发妻辛西娅。 1958年的圣诞,辛西娅违背婚约也要和约翰在一起,那一年她19,他18。 年轻的爱情不含杂质只有深情。
约翰·列侬(John Winston Lennon)与小野洋子(Yoko Ono Lennon)相遇在伦敦的一次名为《切片》(Cut Piece)表演艺术上。
然而约翰·列侬我行我素,持续高调地向全世界表达他对洋子的爱,甚至将自己名字改为“约翰•小野•列侬”。列侬说:“是洋子的爱,把我最好的一面给激发出来”。
然而约翰·列侬我行我素,持续高调地向全世界表达他对洋子的爱,甚至将自己名字改为“约翰•小野•列侬”。列侬说:“是洋子的爱,把我最好的一面给激发出来”。

而约翰·列侬也如愿与小野洋子生活在了一起,一个伟大的摇滚歌手,也正式走向陨落。 二、 很多人在不理解,约翰·列侬作为当时最红的摇滚歌手,要什么样的女人没有。
前不久,我也受邀出席了一场名为“爱的艺术——全球影像艺术大展”的展览。在展馆二楼便对约翰列侬和小野洋子那段旷世奇爱进行了重现。
“把你曾经交往过和上过床的男人通通告诉我,他们现在是我的情敌了。
1966年,约翰·列侬遇到了他人生中第二个重要的女人,也是人们公认的最重要的女人。她就是小野洋子,就是那个在浴室穿着辛西娅的浴袍与列侬相互依偎的女子。
传记电影是欧美电影人热衷的题材。据外媒2月1日报道,约翰·列侬与小野洋子的传奇爱情将拍成电影。