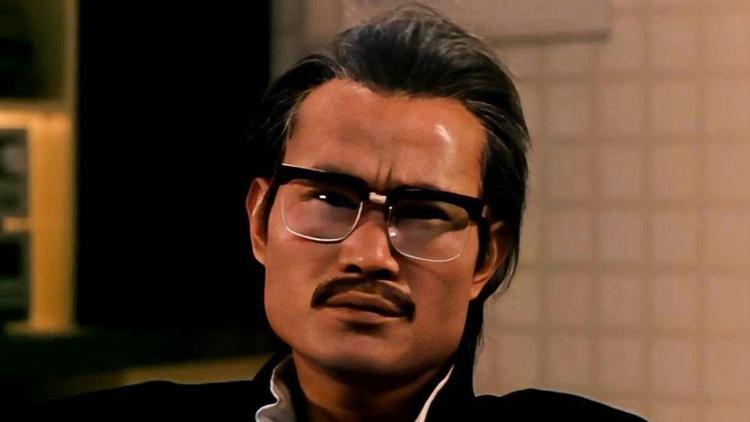
《勾魂使者》讲述:
后者,它会放出冲击波,当冲击波靠近我方武神时,就进行格挡,就可以将冲击波反弹给勾魂使者。

为避免朋友相残,陆小凤由勾魂使者引见藏身于人间鲜有耳闻的幽灵山庄。初来乍到,陆小凤就因涉嫌杀害叶孤鸿而被叶雪、叶灵责难。
牛魔王唯有亲自带悟空找乌鸦。神猴被勾魂使者押入地府,阎罗王指他作孽太多,除去其仙籍。
聊斋2第17集 仙利用郎敛财,卖灵符赚钱,鬼差破坏,被村民识破,打二人出气,不准仙当庙祝。凤送郎同心结做订情信物。 新庙祝请来戏班,仙赶往戏棚交涉。

颐飞扮作“勾魂使者”从小安处得到宝藏钥匙,与妃艳、满娇商议拿出部分宝藏跟铁横江交换路青云。三人终见得宝藏,谁知晓阳等早已守在入口,将满娇和颐飞当场抓住,打入大牢。

他们可不是只想让他别再抗议了,而是真心希望他能重操旧业,因为说实话,他确实是英格兰有史以来最牛的刽子手。
陆判奋力把勾魂使者赶走,他要为朱绮婷续命,但前提条件是有人愿意和她对换身体。
故事的开端,神的失误导致了两个同叫宋贤哲的男人的体魂分离和生死交换。原本该死的银行支行长宋贤哲,得以仍停留在人间。原本不该死厨师宋贤哲,替支行长死掉了。
崔珏简介:酆都天子殿中的审判者,掌握着生死簿。对玲珑自称土地公。

剧情简介:两位富商的姨太太先后应验预言离奇失踪,私家侦探殷凤,葛波四出侦查,发现一切皆为预言家裘必中的骗财阴谋,于是带领警方将中等一网成擒。
最近热播电视剧 最近综艺节目 最近上映电影
7号室(更新至46集)
类型:电视剧
Another One Bites the Dust (更新37)
类型:电视剧
Bliss (更新50)
类型:电视剧
Dance in the Dark (更新至32集)
类型:电视剧
Girlfriend (全38集)
类型:电视剧
K-RUSH 第3季(更新40)
类型:电视剧




7号室(更新至46集)
Another One Bites the Dust (更新37)
Bliss (更新50)
Dance in the Dark (更新至32集)
Girlfriend (全38集)
K-RUSH 第3季(更新40)
Nino (已完结)
Rave (更新40)
Shade (更新48)
The Witness (更新40)
Transit Girls(更新35)
X元素(全34集)
一夫二妻(更新至20集)
三个孬家伙(更新至3集)
三倍的暧昧(更新至34集)
7号室(更新至46集)
类型: 电影
Another One Bites the Dust (更新37)
类型: 电影
Bliss (更新50)
类型: 电影
Dance in the Dark (更新至32集)
类型: 电影
Girlfriend (全38集)
类型: 电影
K-RUSH 第3季(更新40)
类型: 电影